Cómo leer y calcular el ciclo de trabajo de la soldadora: guía práctica
El ciclo de trabajo es el parámetro fundamental para evitar el sobrecalentamiento de la soldadora. Esta guía explica cómo interpretar los datos de la placa de características y gestionar los tiempos de trabajo de forma segura.
En síntesis
- El ciclo de trabajo (o factor de marcha) indica el porcentaje de tiempo, en un intervalo de 10 minutos, en el que una soldadora puede suministrar corriente de forma continua antes de sobrecalentarse.
- Este parámetro se mide a una temperatura estándar de 40 °C de conformidad con la norma europea EN 60974-1.
- Una soldadora con un ciclo de trabajo del 60% a 100 A puede soldar continuamente durante 6 minutos y debe permanecer en reposo durante los siguientes 4 minutos.
- Superar los límites térmicos activa la protección automática de la máquina, interrumpiendo temporalmente el suministro de la corriente de soldadura.
La elección y el uso correcto de un generador para la Saldatura ad arco o para el Taglio plasma requieren una comprensión profunda de sus especificaciones térmicas. El ciclo de trabajo representa el límite operativo principal para evitar daños permanentes en los componentes internos debidos al calor generado por el efecto Joule.
Herramientas y materiales para el monitoreo
Para gestionar correctamente los ciclos de trabajo en un taller maker no son necesarios dispositivos complejos, pero es aconsejable disponer de: - Un cronómetro manual o digital para monitorear los tiempos de arco encendido. - Strumenti di misura digitali, como un termómetro infrarrojo, útiles para verificar la temperatura de la carcasa externa en las máquinas que no disponen de pantalla digital.
¿Qué indica el porcentaje del ciclo de trabajo?
El porcentaje del ciclo de trabajo indica cuántos minutos, dentro de un intervalo estándar de 10 minutos, la máquina es capaz de suministrar una determinada corriente sin que intervenga el bloqueo térmico. Si una soldadora muestra un valor del 35% a 150 A, significa que a esa intensidad de corriente se puede soldar durante 3,5 minutos consecutivos, después de lo cual el generador requerirá 6,5 minutos de pausa en modo de espera para permitir el enfriamiento correcto de los circuitos.
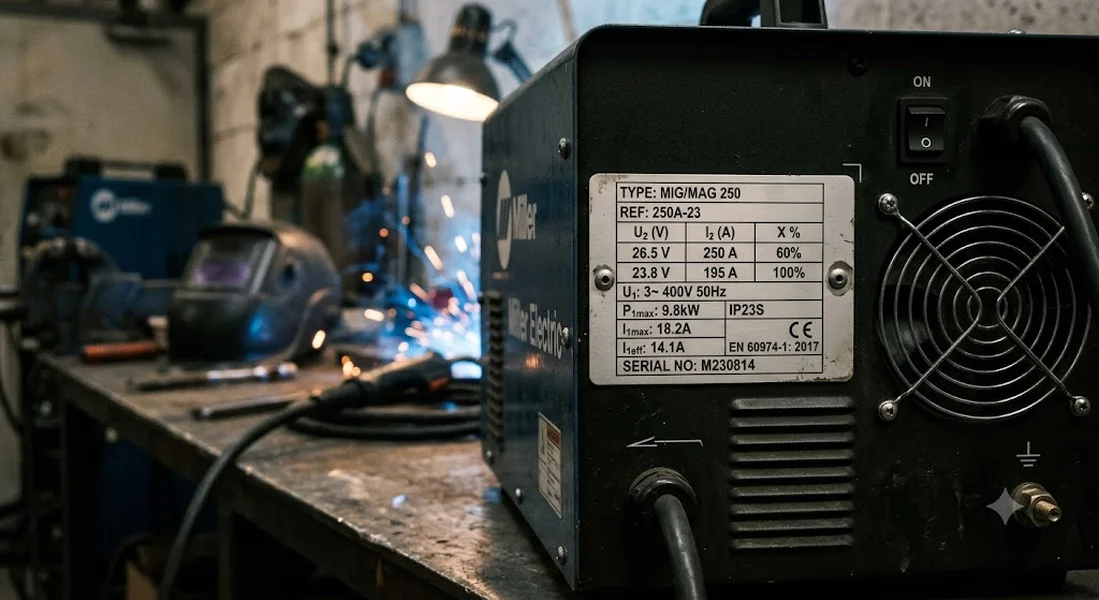
¿Cómo se lee la tabla de datos EN 60974-1 en la soldadora?
La tabla de datos EN 60974-1 presente en la placa técnica se lee cruzando los valores de la fila X (ciclo de trabajo) con las filas I₂ (corriente de soldadura) y U₂ (tensión de arco convencional). Los fabricantes europeos tienen la obligación de declarar estos datos basándose en pruebas realizadas en cámara climática a una temperatura ambiente fija de 40 °C. Si las pruebas se realizaran a temperaturas inferiores, como suele ocurrir con productos económicos no regulados, el ciclo de trabajo declarado parecería ficticiamente más alto.
A continuación se muestra un ejemplo típico de matriz de datos presente en un generador inverter de gama media:
| Parámetro | Configuración 1 | Configuración 2 | Configuración 3 |
|---|---|---|---|
| X (Ciclo de trabajo) | 35% | 60% | 100% |
| I₂ (Corriente suministrada) | 160 A | 120 A | 95 A |
| U₂ (Tensión de trabajo) | 26.4 V | 24.8 V | 23.8 V |
Analizando esta tabla, se nota que al disminuir la corriente requerida (I₂) la capacidad de trabajo continuo aumenta, hasta alcanzar el 100% a 95 A. Esto significa que a 95 A la soldadora puede operar sin ninguna interrupción temporal.
¿Cuál es la diferencia entre uso hobbista y uso profesional?
La diferencia principal radica en la capacidad de la máquina para mantener ciclos de trabajo elevados a amperajes importantes sin interrumpir la actividad del maker. Los generadores económicos destinados al uso hobbista presentan a menudo un ciclo de trabajo bajo (frecuentemente inferior al 20% a la máxima potencia), lo que obliga al operador a largas esperas incluso para realizar cordones de soldadura de longitud media. Por el contrario, los sistemas profesionales integran transformadores más eficientes y sistemas de ventilación forzada canalizada que garantizan un ciclo del 60% o del 100% a corrientes elevadas.
Esta clasificación de las capacidades térmicas se aplica de modo análogo a variantes tecnológicas como la Saldatrice a punti (spot welding) o las herramientas empleadas en la Saldatura elettronica, aunque en estas últimas las potencias en juego son inferiores y los tiempos de reposo están dictados principalmente por la gestión de la punta del soldador.
Seguridad y gestión térmica durante el trabajo
La seguridad de los componentes internos depende enteramente del comportamiento del operador cuando se activa la protección térmica, señalada habitualmente por el encendido de un testigo amarillo en el panel frontal. Cuando la máquina entra en bloqueo, nunca se debe apagar el interruptor principal. Apagar el generador detendría inmediatamente también el ventilador de refrigeración, atrapando el calor dentro de la carcasa y arriesgándose a dañar los componentes electrónicos sensibles como los módulos IGBT. El procedimiento correcto consiste en dejar la máquina encendida e inactiva, permitiendo que el flujo de aire forzado baje rápidamente la temperatura interna hasta que el testigo se apague.
Para más detalles sobre los ajustes de los parámetros operativos y las técnicas de ejecución, es posible consultar la sección Tecniche & tutorial de nuestra revista.
