Einschaltdauer der Schweißmaschine lesen und berechnen: Eine praktische Anleitung
Die Einschaltdauer ist der entscheidende Parameter, um ein Überhitzen der Schweißmaschine zu verhindern. Diese Anleitung erklärt, wie Sie die Typenschilddaten interpretieren und Arbeitszeiten sicher verwalten.
Auf einen Blick
- Die Einschaltdauer (oder der Arbeitszyklus) gibt den prozentualen Anteil eines 10-Minuten-Intervalls an, in dem eine Schweißmaschine kontinuierlich Strom liefern kann, bevor sie überhitzt.
- Dieser Parameter wird bei einer Standardtemperatur von 40 °C in Übereinstimmung mit der europäischen Norm EN 60974-1 gemessen.
- Eine Schweißmaschine mit einer Einschaltdauer von 60% bei 100 A kann 6 Minuten lang kontinuierlich schweißen und muss in den folgenden 4 Minuten ruhen.
- Das Überschreiten der thermischen Grenzwerte löst den automatischen Schutz der Maschine aus, wodurch die Schweißstromabgabe vorübergehend unterbrochen wird.
Die Auswahl und der korrekte Einsatz einer Stromquelle für das Saldatura ad arco oder das Taglio plasma erfordern ein tiefgehendes Verständnis der thermischen Spezifikationen. Die Einschaltdauer stellt die wichtigste Betriebsgrenze dar, um dauerhafte Schäden an internen Komponenten durch die per Joule-Effekt erzeugte Wärme zu vermeiden.
Werkzeuge und Materialien zur Überwachung
Um die Arbeitszyklen in einer Maker-Werkstatt korrekt zu verwalten, sind keine komplexen Geräte erforderlich, es wird jedoch empfohlen, Folgendes bereitzuhalten: - Eine manuelle oder digitale Stoppuhr zur Überwachung der Lichtbogenzeit. - Strumenti di misura digitali, wie ein Infrarot-Thermometer, die nützlich sind, um die Temperatur des Außengehäuses bei Maschinen ohne Digitalanzeige zu überprüfen.
Was gibt der Prozentsatz der Einschaltdauer an?
Der Prozentsatz der Einschaltdauer gibt an, wie viele Minuten innerhalb eines standardmäßigen 10-Minuten-Intervalls die Maschine einen bestimmten Strom liefern kann, ohne dass die thermische Abschaltung auslöst. Wenn eine Schweißmaschine einen Wert von 35% bei 150 A aufweist, bedeutet dies, dass bei dieser Stromstärke 3,5 Minuten lang kontinuierlich geschweißt werden kann, woraufhin die Stromquelle eine 6,5-minütige Pause im Standby-Modus benötigt, damit die Schaltkreise ordnungsgemäß abkühlen können.
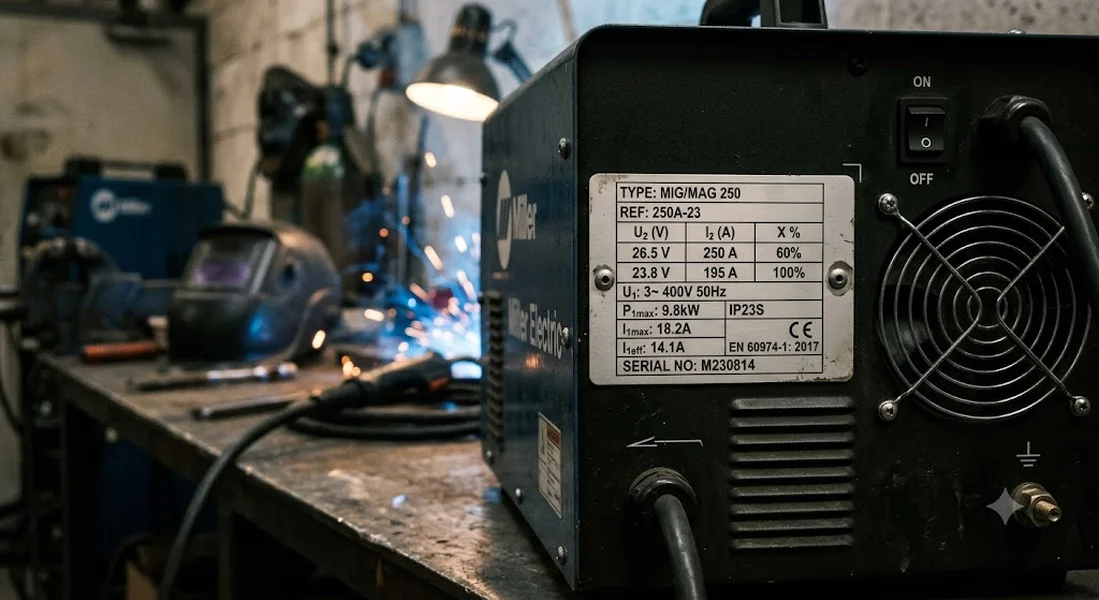
Wie liest man die Datentabelle EN 60974-1 auf der Schweißmaschine?
Die Datentabelle EN 60974-1 auf dem technischen Typenschild wird abgelesen, indem man die Werte der Zeile X (Einschaltdauer) mit den Zeilen I₂ (Schweißstrom) und U₂ (konventionelle Lichtbogenspannung) kreuzt. Europäische Hersteller sind verpflichtet, diese Daten auf der Grundlage von Tests zu deklarieren, die in einer Klimakammer bei einer festen Umgebungstemperatur von 40 °C durchgeführt wurden. Würden die Tests bei niedrigeren Temperaturen durchgeführt, wie es bei billigen, nicht genormten Produkten oft der Fall ist, würde die deklarierte Einschaltdauer fälschlicherweise höher ausfallen.
Nachfolgend ist ein typisches Beispiel für eine Datenmatrix einer Mittelklasse-Inverterschweißmaschine dargestellt:
| Parameter | Konfiguration 1 | Konfiguration 2 | Konfiguration 3 |
|---|---|---|---|
| X (Einschaltdauer) | 35% | 60% | 100% |
| I₂ (Abgegebener Strom) | 160 A | 120 A | 95 A |
| U₂ (Arbeitsspannung) | 26.4 V | 24.8 V | 23.8 V |
Die Analyse dieser Tabelle zeigt, dass mit abnehmendem benötigtem Strom (I₂) die kontinuierliche Arbeitskapazität steigt, bis sie bei 95 A 100% erreicht. Dies bedeutet, dass die Schweißmaschine bei 95 A ohne zeitliche Unterbrechung betrieben werden kann.
Was ist der Unterschied zwischen Hobby- und professioneller Nutzung?
Der Hauptunterschied liegt in der Fähigkeit der Maschine, hohe Einschaltdauern bei beträchtlichen Stromstärken aufrechterhalten zu können, ohne die Aktivität des Makers zu unterbrechen. Preiswerte Stromquellen für den Hobbybereich weisen oft eine geringe Einschaltdauer auf (häufig unter 20% bei maximaler Leistung), was den Bediener selbst bei mittellangen Schweißnähten zu langen Wartezeiten zwingt. Im Gegensatz dazu integrieren professionelle Systeme effizientere Transformatoren und kanalisierte Umluftkühlsysteme, die einen Zyklus von 60% oder 100% bei hohen Strömen garantieren.
Diese Klassifizierung der thermischen Kapazitäten gilt analog auch für technologische Varianten wie die Saldatrice a punti (spot welding) oder die bei der Saldatura elettronica verwendeten Werkzeuge, obwohl bei letzteren die Leistungen geringer sind und die Ruhezeiten hauptsächlich durch die Handhabung der Lötspitze bestimmt werden.
Sicherheit und Wärmemanagement während der Arbeit
Die Sicherheit der internen Komponenten hängt ganz vom Verhalten des Bedieners ab, wenn der Thermoschutz aktiviert wird, was meist durch das Aufleuchten einer gelben Kontrollleuchte auf der Vorderseite signalisiert wird. Wenn die Maschine in den Blockiermodus wechselt, darf der Hauptschalter niemals ausgeschaltet werden. Das Ausschalten der Stromquelle würde auch den Kühlventilator sofort stoppen, wodurch die Wärme im Gehäuse eingeschlossen wird und das Risiko besteht, empfindliche elektronische Komponenten wie IGBT-Module zu beschädigen. Das korrekte Verfahren besteht darin, die Maschine eingeschaltet und im Leerlauf zu lassen, damit der erzwungene Luftstrom die Innentemperatur schnell senken kann, bis die Kontrollleuchte erlischt.
Für weitere Einblicke in die Einstellungen der Betriebsparameter und Ausführungstechniken können Sie den Bereich Tecniche & tutorial unseres Magazins konsultieren.
