Comment lire et calculer le facteur de marche d'un poste à souder : guide pratique
Le facteur de marche est le paramètre fondamental pour éviter la surchauffe du poste à souder. Ce guide explique comment interpréter les données de la plaque signalétique et gérer les temps de travail en sécurité.
En synthèse
- Le facteur de marche (ou cycle de travail) indique le pourcentage de temps, sur un intervalle de 10 minutes, durant lequel un poste à souder peut débiter du courant en continu avant de surchauffer.
- Ce paramètre est mesuré à une température standard de 40 °C conformément à la norme européenne EN 60974-1.
- Un poste à souder avec un facteur de marche de 60% à 100 A peut souder en continu pendant 6 minutes et doit rester au repos pendant les 4 minutes suivantes.
- Dépasser les limites thermiques active la protection automatique de la machine, interrompant temporairement l'alimentation du courant de soudage.
Le choix et l'utilisation correcte d'un générateur pour le Saldatura ad arco ou pour le Taglio plasma nécessitent une compréhension approfondie de ses spécifications thermiques. Le facteur de marche représente la limite opérationnelle principale pour éviter des dommages permanents aux composants internes dus à la chaleur générée par effet Joule.
Outils et matériel pour la surveillance
Pour gérer correctement les cycles de travail dans un atelier de maker, des appareils complexes ne sont pas nécessaires, mais il est conseillé de disposer de : - Un chronomètre manuel ou digital pour surveiller les temps d'arc allumé. - Des Strumenti di misura digitali, comme un thermomètre infrarouge, utiles pour vérifier la température du châssis externe sur les machines dépourvues d'affichage numérique.
Que signifie le pourcentage du facteur de marche ?
Le pourcentage du facteur de marche indique combien de minutes, dans un intervalle standard de 10 minutes, la machine est capable de fournir un certain courant avant que le blocage thermique n'intervienne. Si un poste à souder affiche une valeur de 35% à 150 A, cela signifie qu'à cette intensité de courant, on peut souder pendant 3,5 minutes consécutives, après quoi le générateur nécessitera 6,5 minutes de pause en mode veille pour permettre le refroidissement correct des circuits.
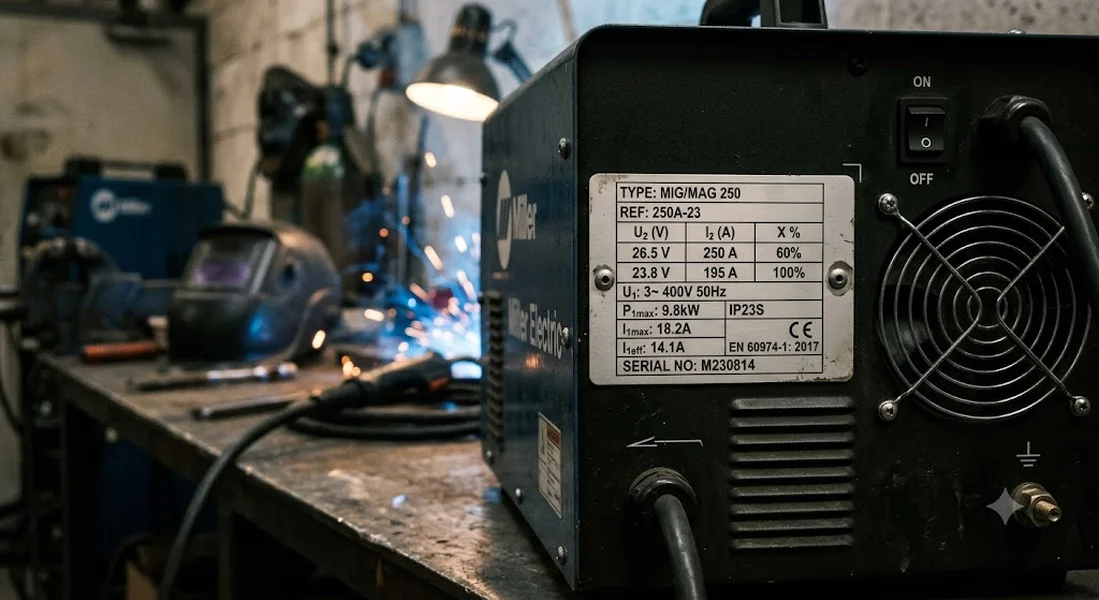
Comment lire le tableau de données EN 60974-1 sur le poste à souder ?
Le tableau de données EN 60974-1 présent sur la plaque signalétique se lit en croisant les valeurs de la ligne X (facteur de marche) avec les lignes I₂ (courant de soudage) et U₂ (tension d'arc conventionnelle). Les fabricants européens ont l'obligation de déclarer ces données sur la base de tests effectués en chambre climatique à une température ambiante fixe de 40 °C. Si les tests étaient effectués à des températures inférieures, comme c'est souvent le cas pour les produits économiques non normés, le facteur de marche déclaré semblerait artificiellement plus élevé.
Un exemple typique de matrice de données présente sur un générateur inverter de milieu de gamme est présenté ci-dessous :
| Paramètre | Configuration 1 | Configuration 2 | Configuration 3 |
|---|---|---|---|
| X (Facteur de marche) | 35% | 60% | 100% |
| I₂ (Courant délivré) | 160 A | 120 A | 95 A |
| U₂ (Tension de travail) | 26.4 V | 24.8 V | 23.8 V |
L'analyse de ce tableau montre que lorsque le courant demandé (I₂) diminue, la capacité de travail continu augmente, jusqu'à atteindre 100% à 95 A. Cela signifie qu'à 95 A, le poste à souder peut fonctionner sans aucune interruption temporelle.
Quelle est la différence entre un usage de loisir et un usage professionnel ?
La différence principale réside dans la capacité de la machine à maintenir des facteurs de marche élevés à des ampérages importants sans interrompre l'activité du maker. Les générateurs économiques destinés à un usage de loisir présentent souvent un facteur de marche faible (souvent inférieur à 20% à la puissance maximale), ce qui oblige l'opérateur à de longues attentes, même pour réaliser des cordons de soudure de longueur moyenne. Au contraire, les systèmes professionnels intègrent des transformateurs plus efficaces et des systèmes de ventilation forcée canalisée qui garantissent un cycle de 60% ou 100% à des courants élevés.
Cette classification des capacités thermiques s'applique de manière analogue aux variantes technologiques telles que la Saldatrice a punti (spot welding) ou les outils employés dans la Saldatura elettronica, bien que dans ces derniers, les puissances en jeu soient inférieures et les temps de repos soient dictés principalement par la gestion de la panne du fer à souder.
Sécurité et gestion thermique pendant le travail
La sécurité des composants internes dépend entièrement du comportement de l'opérateur lorsque la protection thermique s'active, signalée généralement par l'allumage d'un voyant jaune sur le panneau frontal. Lorsque la machine se bloque, il ne faut jamais couper l'interrupteur principal. Éteindre le générateur arrêterait immédiatement le ventilateur de refroidissement, emprisonnant la chaleur à l'intérieur du châssis et risquant d'endommager les composants électroniques sensibles comme les modules IGBT. La procédure correcte consiste à laisser la machine allumée et inactive, permettant au flux d'air forcé d'abaisser rapidement la température interne jusqu'à ce que le voyant s'éteigne.
Pour approfondir les réglages des paramètres opérationnels et les techniques d'exécution, il est possible de consulter la section Tecniche & tutorial de notre magazine.
