Anatomy of a diode laser: how the module that engraves and cuts is really built
Diode, collimating lens, beam combining, compressed spot and air assist: every component of a diode laser module has a precise name and a measurable effect on what you can engrave and cut. And why the watts on the box are almost never the ones that matter.
In short
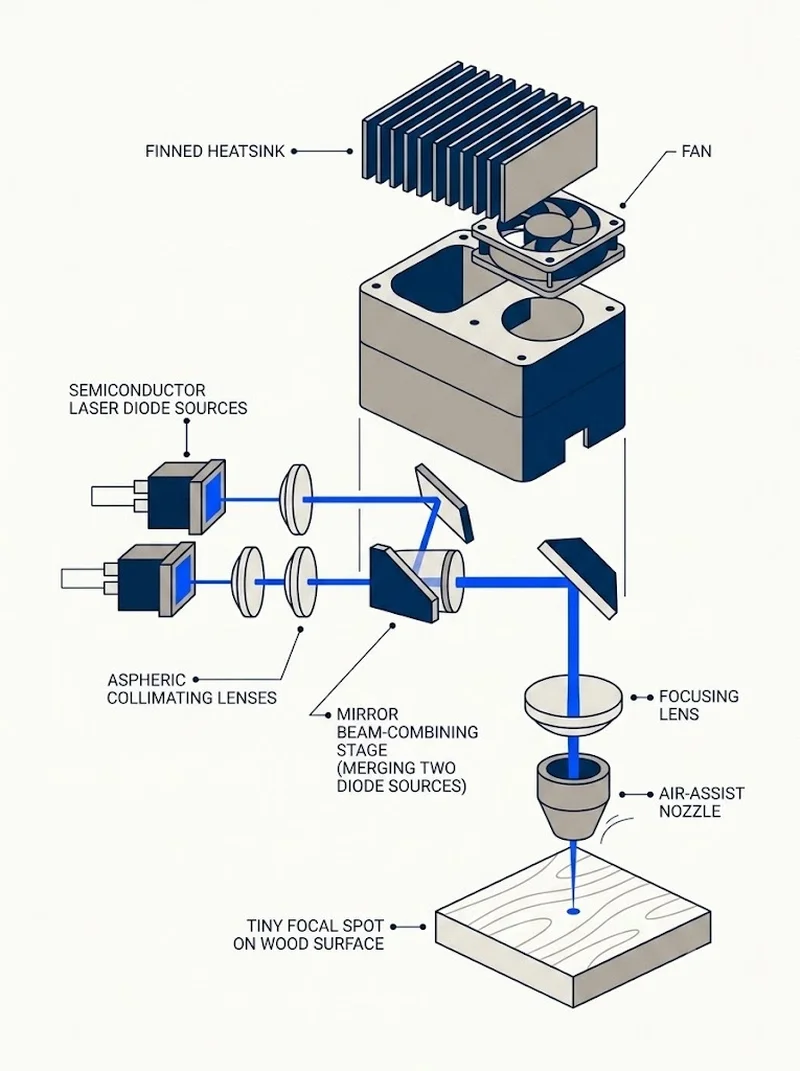
- A diode laser is a module made of a few key elements: one or more semiconductor laser diodes, a system of collimating lenses, an optional beam combining stage and a final focusing lens, all cooled and powered by a driver.
- The figure that matters is the optical power (the light actually emitted, in watts), not the power drawn from the outlet, nor numbers like "40W" or "80W" that often mean something else.
- The typical wavelength is 445–455 nm (blue light): this is what determines which materials the beam can attack.
- Modules with higher optical power (10W, 20W and beyond) reach those watts by combining several diodes and merging their beams, not with a single more powerful diode.
- For engraving almost any module will do; for cutting what counts is real optical power, spot size, number of passes and air assist.
What a "diode laser" actually is
When a maker says "I have a 10W laser" they almost always mean the module: the block that travels along the machine's gantry and from which the beam exits. That module is not just the laser. It is a small opto-electronic system in which every part has a precise job, and understanding how it is built is the fastest way to read a spec sheet without being confused by marketing.
The core is the laser diode: a semiconductor (in engraving modules, typically gallium-nitride based, InGaN) that, when current passes through it, emits coherent light. On its own, though, a diode emits a strongly diverging beam with an elliptical cross-section, unfit to engrave anything. Everything else in the module exists to tame that beam.
The analysis that follows is from our editorial team: it describes the architecture common to maker-grade laser engraving and laser cutting modules, not a specific model. For the data of an individual machine, the source of truth remains its spec sheet in the catalogue.
What are the components of a diode laser module?
From the inside out, a module is made of a few recurring elements. Each one explains part of what the machine can or cannot do.
The diode (or diodes)
It is the source. It emits light at a fixed wavelength, set by the semiconductor. Its intrinsic optical power is the physical starting limit: no downstream optics can add energy, they can only concentrate it better or waste less of it. A blue engraving diode works at an optical power on the order of a few watts; to go beyond that, several diodes are used together.
The collimating lens
Right in front of the diode sits the collimating lens, often aspherical and with an anti-reflective coating. Its job is to straighten the diverging beam leaving the diode and make it as parallel as possible. The quality of this lens directly affects the cleanliness of the beam: a cheap lens can introduce aberrations and, in the worst cases, reflect light back toward the diode and damage it. It is one of the points where modules truly differ, beyond the declared watts.
Beam combining (in multi-diode modules)
This is where the most widespread misunderstanding lies. A single blue engraving diode does not reach 10W optical. Modules that declare higher optical power contain two or more diodes, each with its own collimation, whose beams are overlapped and aligned by mirrors (and sometimes by exploiting polarisation) into a single combined beam. This is what allows optical power to be doubled when moving from a single-diode module to a dual-diode one. Understanding it also explains why, beyond certain values, the spot tends to grow or become less regular: combining several sources has a cost in beam quality.
The focusing lens and the compressed spot
The collimated (or combined) beam is finally concentrated by a focusing lens into a small point on the material: the spot. The smaller and sharper the spot, the higher the energy density at that point and the better the achievable detail. Many recent modules declare a "compressed spot" precisely to indicate a finer focal point, obtained with dedicated optics. At equal optical power, a smaller spot engraves crisper lines and helps with cutting.
The driver, the heatsink and the fan
The diode must be powered with stable current and must be cooled: most of the energy that goes in becomes heat, not light. For this reason the module includes a driver (the control electronics) and a heat-dissipation system, generally an aluminium heatsink with a fan. Unmanaged heat shortens the life of the diode, which is why manufacturers state an estimated operating lifetime (on the order of thousands of hours) at a certain percentage of power.
Air assist
Many modules feature a nozzle for air assist: a stream of air blowing onto the working point. It has nothing to do with the optics, but it changes the practical result a great deal, especially in cutting. The air clears smoke and debris from the beam path (so it is not screened) and reduces combustion and edge blackening. On many materials it is the difference between a clean cut and a charred edge.
Why do the watts on the box often mislead?
Because "watts" can indicate three different things, and only one matters for the work. The distinction is the same one that runs through all our catalogue work: the printed number is real, but it does not always measure what you think.
| Type of power | What it measures | Relevant for cutting? |
|---|---|---|
| Optical power | The light actually emitted by the module, in watts | Yes, this is the figure that counts |
| Input power (draw) | The energy taken from the supply | No, it includes the wasted heat |
| "CO2 equivalent" or similar | Marketing comparisons with other technologies | No, it is not a physical measure of the module |
The classic case is a module advertised with a high number that, read properly, refers to the input power drawn from the outlet or to some phantom "equivalent" against another technology. Most of the energy fed into a diode becomes heat: that is why a module can draw tens of watts from the mains and emit far fewer in light. When you compare two machines, look for the wording optical power. If a spec sheet does not state it clearly, that is missing information, not a detail.
In the MakerSpecs catalogue we record optical power when it is verifiable and leave the field unset when the manufacturer does not declare it reliably: better one figure less than one inflated figure.
Wavelength: why the beam is blue
Diode engraving modules almost all work around 445–455 nm, in the blue part of the spectrum. It is not an aesthetic choice: the wavelength determines how energy is absorbed by different materials. Blue is well absorbed by wood, leather, many dark plastics and some coated metals, which are indeed the materials on which a diode laser gives the best results.
The same principle explains the limits: materials that are transparent or highly reflective at that wavelength (glass, certain bare metals, clear transparent plastics) absorb little of the blue energy and are therefore hard or impossible to work with a diode, regardless of the watts. It is a limit of the beam's physics, not of the power.
Engraving or cutting: what really counts
For engraving the surface, almost any module is adequate: engraving removes or blackens a thin surface layer and requires less energy. Here what counts more is the machine's mechanical precision, the spot size and beam quality for fine detail.
For cutting, several factors are needed together: sufficient real optical power, a well-focused spot, good air assist and, often, several passes along the same path. It is normal for a module to cut a given thickness only by accumulating passes: it is the way the diode distributes the available energy over thicker material. For this reason, two modules with the same declared optical power can give different cutting results depending on optics and air assist.
The diode laser is not the only technology for separating material: for thicknesses or materials beyond its reach there are plasma cutting and other routes, each with its own domain. But for a maker's bench, on wood, leather and compatible materials, the diode remains the most accessible and quietest solution.
Safety notes
A diode engraving module is generally classified as a Class 4 laser when it operates unshielded: the beam (and its reflections) can severely damage eyesight and burn skin. You must always wear protective glasses suited to the wavelength of the module (generic glasses are not enough: they must filter the blue band around 450 nm), and you must never look at the working point with the naked eye. Ventilation or fume extraction must also be ensured, as fumes range from irritant to toxic depending on the material, and the machine must never be left unattended while working because of fire risk. Machines with a closed enclosure and filter greatly reduce these risks compared with open gantries.
In conclusion
Reading a laser module for what it is — a diode, optics that straighten and concentrate its beam, an optional stage that sums several of them, a system that cools and powers it — strips almost all the power from brochure numbers. The right question in front of a spec sheet is not "how many watts?" but "how many optical watts, with what spot, at what wavelength, with what air assist?". These are the data that decide what actually comes off the bench.
To compare diode modules by these parameters, start from the laser engraving process in the catalogue, where every spec sheet reports verified data. And if you want to understand more generally why a number on a spec sheet can say less than it seems, you will find the other pieces in the Techniques & tutorials section.