Elegoo Centauri Carbon 2 vs Elegoo Neptune 3 Pro
Technical comparison · Fused filament fabrication (FFF/FDM)
Centauri Carbon 2 and Neptune 3 Pro are two fused filament fabrication (fff/fdm) in a similar class. Choose Centauri Carbon 2 if max print speed matters more; choose Neptune 3 Pro if price matters more. On the category's overall technical index, Centauri Carbon 2 scores 54/100 against 15/100 for Neptune 3 Pro.
| Parameter |
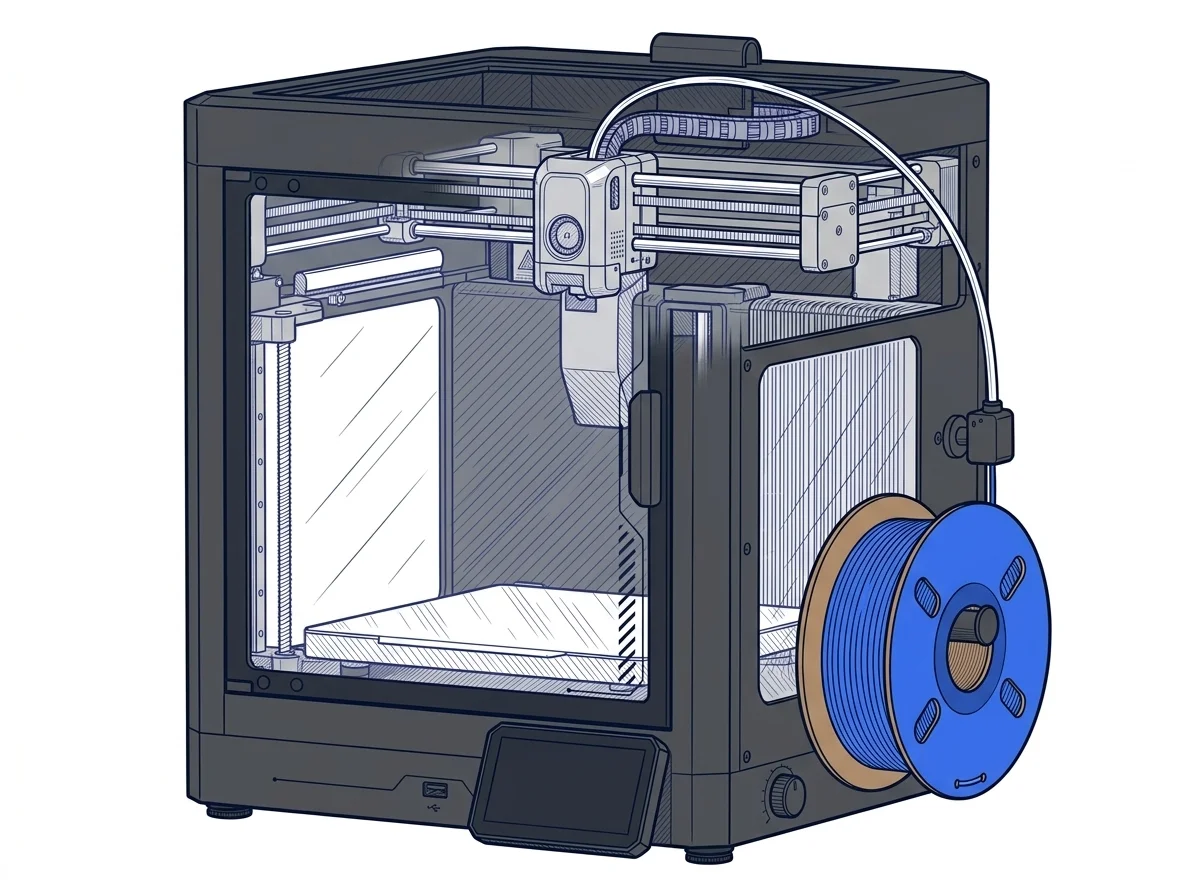 Centauri Carbon 2
Elegoo
F2 · Intermediate
Centauri Carbon 2
Elegoo
F2 · Intermediate
|
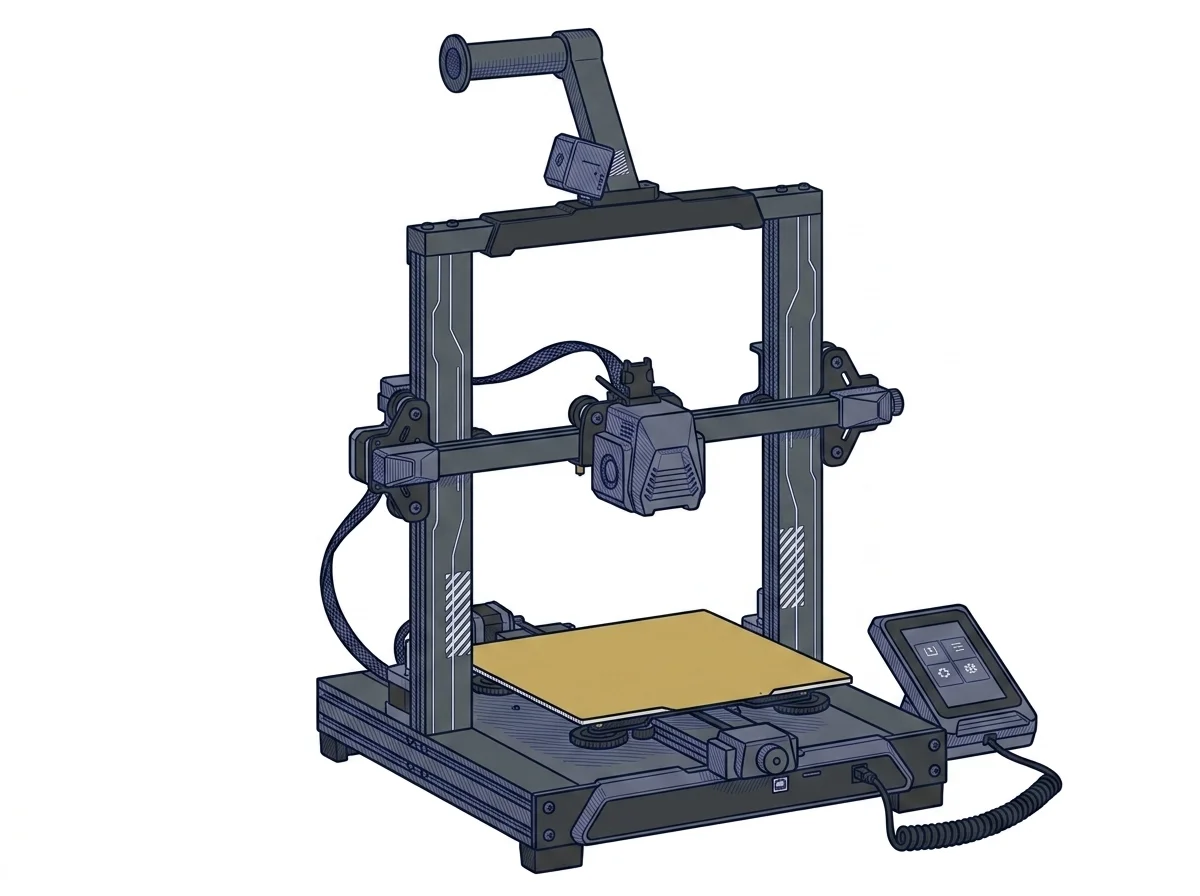 Neptune 3 Pro
Elegoo
F2 · Intermediate
Neptune 3 Pro
Elegoo
F2 · Intermediate
|
|---|---|---|
| Identity | ||
| Launch year | 2026 | 2022 |
| Use tier | F2 — Intermediate | F2 — Intermediate |
| Price | ||
| Price (€) | ~349–399 € | ~199–259 € |
| Universal specs | ||
| Dimensions (W×D×H) (cm) | 50 × 48 × 74.3 cm | 47.5 × 44.5 × 51.5 cm |
| Weight (kg) | 19.35 kg | 8.1 kg |
| Work area (mm) | 256 × 256 mm | 225 × 225 mm |
| Z-axis height (mm) | 256 mm | 280 mm |
| Power (W) | 1100 W | 350 W |
| Voltage (V) | — | 230 V |
| Maximum speed | 500 mm/s | 180 mm/s |
| Declared precision | 0.1 mm | 0.1 mm |
| Category specs | ||
| Footprint X×Y (short side) (mm) | 256 mm | 225 mm |
| Build height Z (mm) | 256 mm | 280 mm |
| Kinematics | CoreXY | Cartesian |
| Max nozzle temperature (°C) | 350 °C | 260 °C |
| Max bed temperature (°C) | 110 °C | 100 °C |
| Max print speed (mm/s) | 500 mm/s | 180 mm/s |
| Enclosed chamber | True | False |
| Filament sensor | True | True |
| Auto bed leveling | Mesh | Mesh |
| Standard nozzle diameter (mm) | 0.4 mm | 0.4 mm |
| Multi-extruder | False | False |
| Native Klipper | True | False |
| Input shaper | True | False |
| Multicolor printing | True | False |
| Multicolor requires accessory | True | — |
| Max colors | 4 | 1 |
| Ecosystem | ||
| Cloud dependency | No | No |
| Software notes | The proprietary Elegoo OS, built on Klipper architecture, manages full-auto calibration routines and AI-assisted monitoring. The machine is primarily supported by Elegoo Slicer (an Orca Slicer derivative), ensuring optimal control over material profiles and dynamic color changes. Users can also natively use Orca Slicer or export G-code from third-party alternatives like Cura. The intuitive touchscreen and Wi-Fi connectivity enable seamless remote management and direct job queuing over the local network. | The operating system is based on the open-source Marlin firmware, ensuring broad compatibility and stability for the user. The printer is supported by major slicing software on the market, such as Ultimaker Cura and PrusaSlicer, for which official preset profiles or easily configurable community profiles exist. Operational management is handled via a practical removable capacitive touchscreen, featuring a simple interface for manual control and monitoring. The machine operates entirely offline, reading G-code files via a MicroSD card or direct USB cable connection, without any dependency on cloud services or wireless networks. |
The differences that matter
- Max print speed: Centauri Carbon 2 500 mm/s vs Neptune 3 Pro 180 mm/s — Centauri Carbon 2 wins (+178%)
- Price: Centauri Carbon 2 374 € vs Neptune 3 Pro 229 € — Neptune 3 Pro wins (+63%)
- Max colors: Centauri Carbon 2 4 vs Neptune 3 Pro 1 — Centauri Carbon 2 wins (+300%)
- Enclosed chamber: Centauri Carbon 2 yes, Neptune 3 Pro no
- Max nozzle temperature: Centauri Carbon 2 350 °C vs Neptune 3 Pro 260 °C — Centauri Carbon 2 wins (+35%)
Which one to choose
Choose Centauri Carbon 2 if…
you value max print speed, max colors and enclosed chamber.
MakerSpecs is an independent atlas. We don't sell products: this comparison links to both sheets, where you'll find complete data and official links.