Anatomie der Drehmaschine: Ein kompletter Leitfaden zur Bauteilnomenklatur
Maschinenbett, Spindelstock, Reitstock, Bettschlitten und Schlitten: Jedes Bauteil der Drehmaschine hat einen genauen Namen und eine spezifische Funktion. Ein praktischer Leitfaden zur Nomenklatur für Auswahl, Wartung und Kommunikation in der Werkstatt.
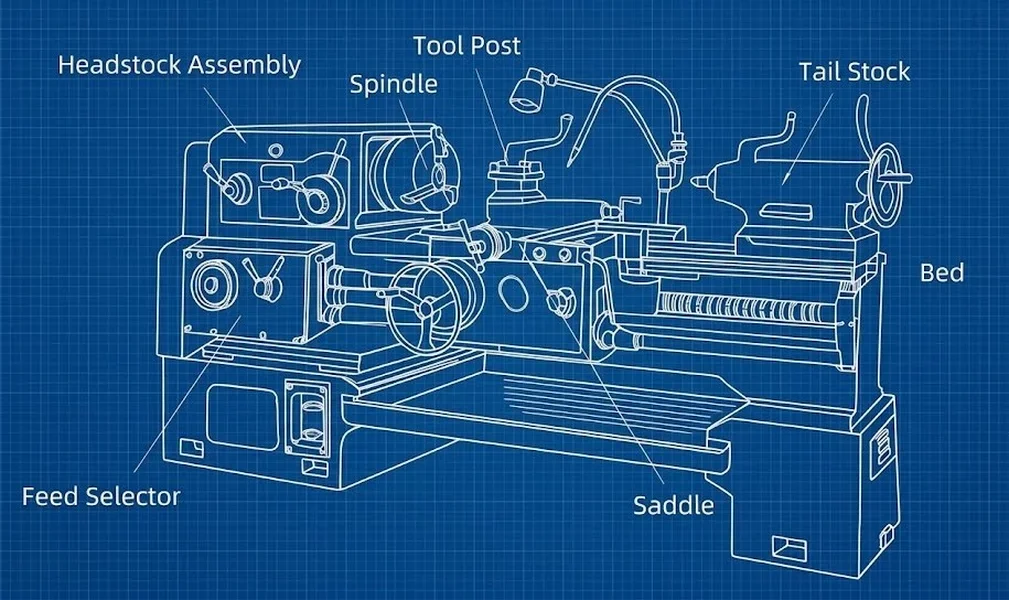
In Kürze - Das gusseiserne Maschinenbett ist die tragende Struktur: Es nimmt die Schnittkräfte auf und sichert die Ausrichtung zwischen Spindelstock und Reitstock. - Der Spindelstock beherbergt die Spindel und das Schaltgetriebe; der Reitstock stützt das freie Ende des Werkstücks. - Der Bettschlitten (Längsschlitten, Planschlitten und Oberschlitten) steuert die Werkzeugbewegung mit mikrometrischer Präzision. - Die Leitspindel überträgt die Bewegung zum Gewindeschneiden; die Zugspindel übernimmt das Runddrehen. - Den genauen Namen jedes Teils zu kennen, ist der erste Schritt, um ein Handbuch zu lesen, ein Ersatzteil zu bestellen und sich in der Werkstatt unmissverständlich zu verständigen.
Einführung
Jeder, der sich zum ersten Mal dem Drehen nähert, steht vor einer Maschine, die sich im Wesentlichen seit dem neunzehnten Jahrhundert nicht radikal verändert hat: Ein Werkstück rotiert, ein Werkzeug trägt Material ab. Hinter dieser scheinbaren Einfachheit verbergen sich Dutzende von mechanischen Baugruppen, jede mit einem genauen Namen und einer klar definierten Funktion. Die Kenntnis dieser Nomenklatur ist unerlässlich, um eine Bedienungsanleitung zu lesen, das richtige Ersatzteil zu bestellen und unmissverständlich mit anderen Zerspanungsmechanikern zu kommunizieren.
Dieser Leitfaden behandelt die Bauteile einer konventionellen Leit- und Zugspindeldrehmaschine – der in Maker-Labs und kleinen Werkstätten am häufigsten anzutreffende Typ. Varianten (Karusselldrehmaschine, Revolverdrehmaschine, CNC-Drehmaschine) teilen den Großteil der grundlegenden Terminologie.
Nützliche Werkzeuge für diesen Leitfaden
- Das Handbuch Ihrer Drehmaschine (jeder Hersteller liefert eine nummerierte Explosionszeichnung)
- Ein Messschieber oder eine Mikrometerschraube, um die genannten Abmessungen zu überprüfen
- Inbusschlüssel und Maulschlüssel, um Schutzabdeckungen zu entfernen und die inneren Mechanismen zu betrachten
Das Maschinenbett
Das Maschinenbett ist die tragende Struktur der gesamten Drehmaschine und besteht wegen seiner schwingungsdämpfenden Eigenschaften und langfristigen Maßhaltigkeit fast immer aus Grauguss.
Auf der Oberseite verlaufen die Führungsbahnen, geschliffene Flächen, auf denen der Bettschlitten und der Reitstock gleiten:
- Prismenführungen (V-förmig oder trapezförmig): natürliche Selbstzentrierung und gute Beständigkeit gegen Seitenkräfte.
- Flachführungen: einfacher herzustellen, erfordern häufigere Nachstellungen.
Ein Maschinenbett mit abgenutzten Führungsbahnen produziert konische statt zylindrischer Teile: Es ist das erste Bauteil, das man überprüfen muss, wenn die Genauigkeit nachlässt. Das Maschinenbett ruht auf verstellbaren Füßen: Eine Nivellierung, die auch nur um wenige Hundertstelmillimeter abweicht, führt zu systematischen Fehlern.
Der Spindelstock
Der am linken Ende des Maschinenbetts befestigte Spindelstock ist das kinematische Herz der Drehmaschine. Er enthält:
- Spindel: eine hohle Welle, die auf Präzisionslagern montiert ist, mit einem Innenkegel (typischerweise Morsekegel oder metrisch) und einem Gewindeflansch.
- Schaltgetriebe: Zahnräder oder Stufenscheiben zur Änderung der Drehzahl; bei neueren Modellen ein stufenlos regelbarer Antrieb.
- Wendegetriebehebel: kehrt die Drehrichtung für Gewindeschneidarbeiten um.
Das Dreibackenfutter
Das Spannfutter spannt das Werkstück bei der Drehung ein:
| Typ | Backen | Typische Verwendung |
|---|---|---|
| 3-Backen-Zentrierfutter | 3 | Zylindrische und sechseckige Teile. Automatische Zentrierung. |
| 4-Backen-Planscheibe | 4 | Unregelmäßige oder exzentrische Teile. Einzelne Backenverstellung. |
Für unregelmäßig geformte Teile werden Planscheiben – flache Platten mit T-Nuten – verwendet.
Der Reitstock
Der Reitstock am rechten Ende des Maschinenbetts gleitet entlang der Führungsbahnen und erfüllt zwei Funktionen:
- Werkstückabstützung: über eine Körnerspitze (mitlaufend oder fest), die in die Pinole eingesetzt wird.
- Zusätzlicher Werkzeughalter: Die Pinole kann Bohrer, Reibahlen oder Gewindebohrer zum axialen Bohren aufnehmen.
Die Pinole ist ein gleitender Zylinder mit einem inneren Morsekegel, der über ein Handrad bedient wird. Eine Fehlausrichtung zwischen Reitstock und Spindelstock ist eine häufige Ursache für Konizitätsfehler.
Der Bettschlitten und die Schlitten
Der Bettschlitten ist die bewegliche Baugruppe, die das Werkzeug entlang des Werkstücks führt. Er besteht aus drei übereinanderliegenden Baugruppen:
Längsschlitten: fährt entlang der Bettführungen, parallel zur Achse. Die Bewegung erfolgt manuell (Handrad) oder maschinell (Zug- oder Leitspindel).
Planschlitten (Querschlitten): senkrecht zur Achse, steuert die Schnitttiefe. Hinweis: Der Skalenring zeigt typischerweise den abgetragenen Durchmesser an, nicht den Radius.
Oberschlitten (schwenkbar): dreht sich auf einem Zapfen, um kurze Kegel zu drehen, für Schlichtbearbeitungen und für den schrägen Einstechvorschub beim Gewindeschneiden.
Der Schlosskasten
Der Schlosskasten ist die Vorderseite des Bettschlittens. Er beherbergt die Zahnräder und Kupplungen, die die Drehung der Zug- oder Leitspindel in eine lineare Schlittenbewegung umwandeln. Typische Bedienelemente am Schlosskasten:
- Längsvorschubhebel
- Planvorschubhebel
- Schlossmutterhebel (Schlossmutter) zum Einrücken der Leitspindel
- Handrad
Der Stahlhalter
Der auf dem Oberschlitten montierte Stahlhalter hält das Schneidwerkzeug. Haupttypen:
- Schnellwechsel-Stahlhalter: Werkzeugwechsel in Sekunden mit voreingestellter Spitzenhöhe.
- Vierfach-Stahlhalter: rotierender Block mit vier Werkzeugpositionen.
- Einfacher Stahlhalter: der einfachste Typ, ein Werkzeug, das durch Schrauben geklemmt wird.
Die Werkzeughöhe relativ zur Drehmitte ist ein kritischer Parameter: Ein zu hoch oder zu niedrig eingestelltes Werkzeug führt zu schlechten Oberflächen und kann im schlimmsten Fall die Wendeschneidplatte brechen.
Leitspindel und Zugspindel
Zwei Wellen verlaufen parallel zum Maschinenbett auf der Vorderseite:
- Leitspindel: eine Präzisions-Trapezgewindespindel, die ausschließlich zum Gewindeschneiden verwendet wird. Der Schlitten greift über die Schlossmutter ein.
- Zugspindel: eine genutete Welle zum Rund- und Plandrehen.
Das Vorschubgetriebe (Norton-Getriebe) stellt mit seinen Wählhebeln die Vorschubgeschwindigkeit in mm/U und beim Gewindeschneiden die Gewindesteigung ein.
Zubehör und Hilfskomponenten
Lünetten
Lünetten stützen lange, schlanke Werkstücke ab, die zur Durchbiegung neigen:
- Feststehende Lünette: am Maschinenbett festgeklemmt mit drei verstellbaren Backen oder Rollen.
- Mitlaufende Lünette: auf dem Schlitten montiert, folgt dem Werkzeug und stützt das Werkstück am Bearbeitungspunkt.
Mitnehmereinrichtungen
Für Werkstücke, die zwischen Spitzen montiert sind, wird ein Drehherz – eine Art Klemme mit einem Schaft, der in eine Mitnehmerscheibe eingreift – verwendet.
Betriebssicherheit
Die Nomenklatur hat einen direkten praktischen Bezug zur Sicherheit:
- Verwechseln Sie nicht den Schlossmutterhebel mit dem Vorschubhebel: Das Einrücken der Schlossmutter beim normalen Drehen kann die Leitspindel beschädigen.
- Futterbacken ragen über den Durchmesser des Futters hinaus: Lassen Sie niemals den Futterschlüssel stecken und nähern Sie sich nicht mit lockerer Kleidung.
- Die Reitstockpinole muss nach der Positionierung immer verriegelt werden: Eine freie Pinole kann unter Belastung zurückweichen.
- Schutzabdeckungen, Sicherheitsmikroschalter, Spindelbremse und Not-Aus-Taster (roter Pilztaster) sind bei modernen Drehmaschinen obligatorisch.
Schlussbemerkungen
Dieser Leitfaden deckt die Standardnomenklatur einer konventionellen Leit- und Zugspindeldrehmaschine ab. CNC-Drehmaschinen fügen spezifische Komponenten hinzu – Encoder, Servomotoren, automatische Revolver, Zentralschmiersysteme –, die eine eigene Abhandlung verdienen. Für diejenigen, die sich dem CNC-Fräsen nähern, tauchen viele Konzepte (Führungsbahnen, Schlitten, Kugelgewindetriebe) mit analogen Funktionen wieder auf.
Die hier angewandte Terminologie folgt dem aktuellen Sprachgebrauch. In Werkstätten ist es üblich, auf lokale Begriffe oder Anglizismen zu stoßen; wo immer möglich, haben wir den entsprechenden Begriff in Klammern angegeben, um das Nachschlagen in internationalen Handbüchern und Katalogen zu erleichtern.